


What is an Air Intake Filter Test System?
2026/04/27
Share:
Functions and Applications of the Air Intake Filter Test System
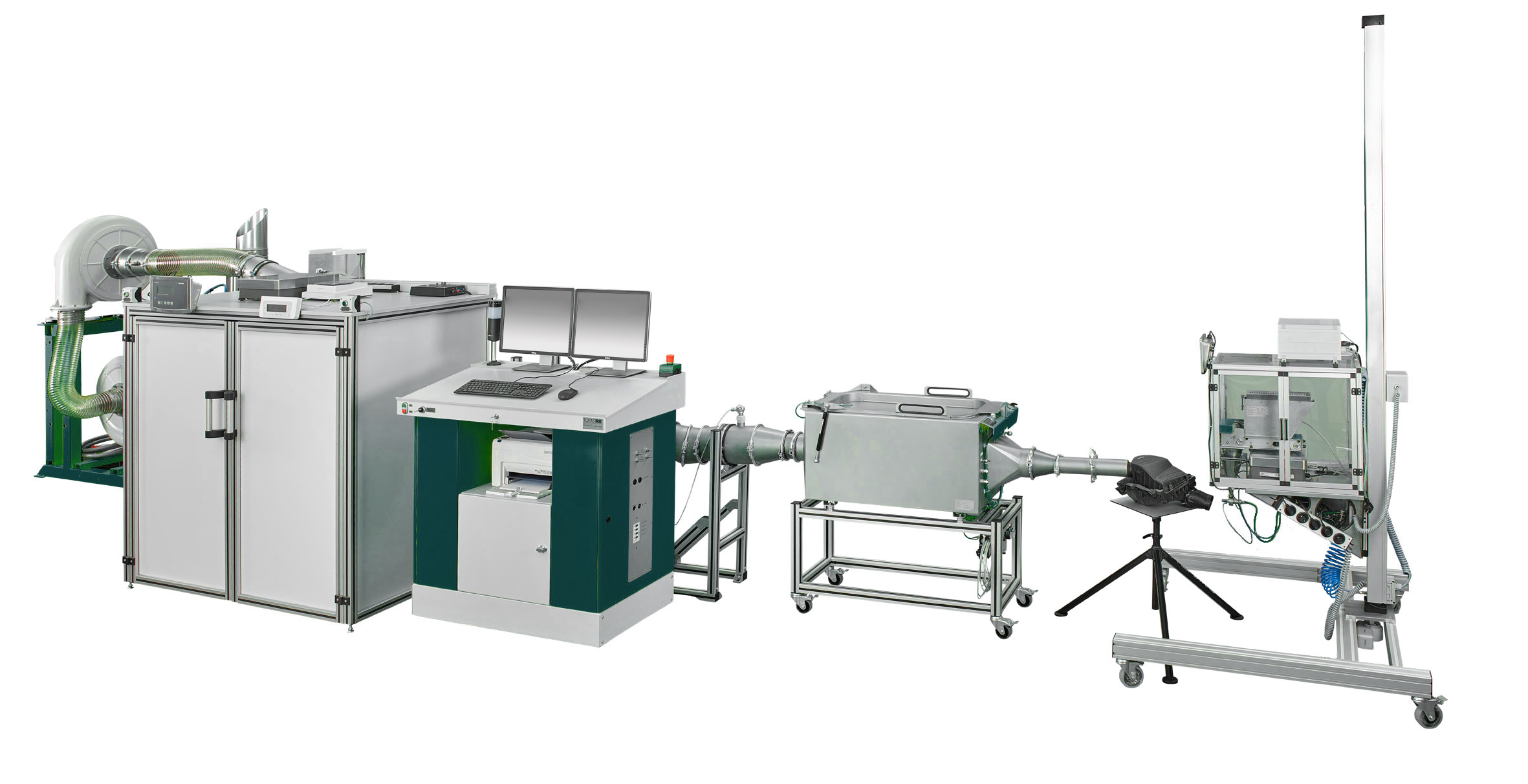
The core function of the Air Intake Filter Test System is to accurately measure the key performance parameters of filters by simulating real operating conditions.
Main Functions
Filtration Efficiency Testing:
Using dual Condensation Particle Counters (CPCs), the system measures particle concentrations upstream and downstream of the filter media, and calculates the removal efficiency for particles of different sizes (such as 0.3 μm, 0.5 μm, etc.), with a maximum detectable efficiency of up to 99.99999%.
Resistance and Dust Holding Capacity Evaluation:
At a rated airflow (5–100 L/min), the system measures the static pressure drop (resistance) and determines dust holding capacity by loading standard test dust until the final resistance is reached.
Integrity and Durability Verification:
Includes leak testing as well as environmental adaptability tests such as humidity resistance and vibration resistance.
Compatibility with Multiple Aerosol Types:
Supports various test aerosols, including sodium chloride (NaCl), DOP, DES, oil-based aerosols, and salt spray.
Automated Data Acquisition and Report Generation:
Equipped with high-precision sensors and dedicated software, the system automatically records and outputs test data and reports.
Main Applications
Product Development and Optimization:
Provides performance validation for filter manufacturers, supporting the development of low-resistance, high dust-holding, and lightweight designs.
Quality Control and Factory Inspection:
Ensures that products comply with industry or international standards (such as ISO series).
Third-Party Certification and Compliance Evaluation:
Used in bidding processes, market access, and other scenarios to provide objective and authoritative test reports.
Industry Standard Development and Benchmarking:
Facilitates alignment of domestic filtration technologies with advanced international standards.
The system is suitable for testing various types of primary filters, including panel filters, bag filters, roll filters, and metal mesh filters. It is widely applied in air intake systems across industries such as automotive, HVAC, data centers, and gas turbines.
Applicable Industries of the Air Intake Filter Test System
The Air Intake Filter Test System is widely applicable across multiple sectors, including energy, industrial manufacturing, transportation, and environmental monitoring. Based on publicly available information, the main applicable industries include:
Power and Energy Industry
Used for testing air intake filtration systems of power generation equipment such as gas turbines and steam turbines, ensuring stable operation under harsh conditions like high dust concentration and high humidity.
Oil and Gas Industry
Provides clean air intake assurance for critical equipment such as compressors and pumping stations, preventing particle-induced wear or blockage.
Manufacturing and Industrial Automation
Applicable to filtration performance validation for industrial equipment such as air compressors, fans, and ventilation systems, especially in factory environments with high dust levels.
Transportation Industry
Used in the development and quality inspection of air intake systems for internal combustion engines (such as diesel engines and gas engines), improving combustion efficiency and extending equipment lifespan.
Cleanroom and HVAC Industry
Tests the efficiency, resistance, and dust holding capacity of high-efficiency (HEPA/ULPA) and general ventilation filters, ensuring indoor air quality.
Scientific Research and Standards Development Institutions
Universities, research institutes, and third-party testing laboratories utilize this system for studying filtration material performance and verifying national or international standards.
Technical Features of the Air Intake Filter Test System
The Air Intake Filter Test System is a critical technical solution for ensuring the efficient and safe operation of engines, gas turbines, and various ventilation systems. Its core function lies in accurately testing and evaluating the performance, reliability, and durability of filtration systems. Overall, its key technical features are reflected in the following aspects:
1. Diversified Testing Principles and Methods
The system adopts a combination of physical and chemical methods for comprehensive evaluation.For particulate matter such as PM2.5 and PM10. laser scattering sensor technology is commonly used for real-time concentration monitoring.For gaseous components such as SO₂, NOx, CO, and O₃, professional methods are selected according to the monitoring target, including ultraviolet fluorescence, chemiluminescence, non-dispersive infrared (NDIR), and ultraviolet photometry.Integrity testing (such as leak detection) of high-efficiency filters is typically performed using aerosol photometry or laser particle counting methods—by introducing a specific concentration of aerosol or particles upstream and scanning downstream leakage to complete the evaluation.
2. High Precision and High Performance Requirements
The system is designed with strict technical specifications for measurement accuracy, stability, and response time, ensuring reliable and repeatable test results under various operating conditions.
3. System Integration and Real-Time Monitoring Capability
Modern test systems are increasingly integrated, intelligent, and real-time. The core typically consists of a high-performance microcontroller, dedicated sensors, and data display and communication modules.The system can collect and process data in real time, displaying PM values and air quality levels (such as Good, Moderate, or Unhealthy) on a local interface. At the same time, data can be transmitted via wireless technologies such as Wi-Fi or Bluetooth to cloud platforms or remote terminals for remote monitoring and long-term analysis.
4. Durability and Optimized Design for Harsh Environments
For special application scenarios such as offshore oil and gas platforms, air intake filtration systems must withstand harsh conditions including high humidity and high salt content.Optimized designs can remove most of the moisture in the airflow, protecting downstream high-efficiency filters, which themselves must also be moisture-resistant. Through such optimization, periodic online cleaning (e.g., water washing), and scientifically extending filter replacement intervals (for example, from 4 months to 6 months), the system can significantly reduce performance degradation, extend the engine’s fault-free operation cycle, and improve overall operational cost-effectiveness.
5. Standardization and Industry Advancement
The establishment of such systems and standardized testing methods plays a significant role in promoting the development of related industries, facilitating consistency, comparability, and continuous technological progress.
In summary, the technical features of the Air Intake Filter Test System encompass multiple dimensions, including fundamental measurement principles, advanced system integration, high-precision performance metrics, adaptability to harsh environments, and standardization with broad industrial applications—forming a professional, rigorous, and continuously evolving technical framework.
Operational procedures of the Air Intake Filter Test System
The operation of the Air Intake Filter Test System should be carried out according to specific application scenarios and applicable standards, primarily referencing ISO series standards as well as certain industry-specific testing specifications.
Operating Procedures
1. Preparation Stage
Confirm that the test sample (filter type, size, and material) meets the relevant standard requirements.
Calibrate all testing instruments, including the airflow generator, differential pressure gauge, particle counter, and temperature and humidity sensors.
Simulate real operating conditions in accordance with the selected standard by setting environmental parameters such as temperature, humidity, and airflow velocity.
2. Filter Installation
Properly install the filter element into the test duct, ensuring a tight seal to prevent bypass airflow.
Connect the differential pressure measurement ports at the inlet and outlet of the filter.
3. Test Execution
Start the airflow system and stabilize it at the specified flow rate.
Introduce standard test aerosols (such as solid dust, liquid droplets, or salt spray, depending on the applicable standard).
Continuously monitor and record key parameters, including differential pressure (ΔP), airflow rate, upstream and downstream particle concentrations, as well as temperature and humidity data.
4. Performance Evaluation
Filtration efficiency is calculated using the following formula:
\eta = \left(1 - \frac{C_{\text{downstream}}}{C_{\text{upstream}}}\right) \times 100%
Analyze the pressure drop–time curve to evaluate dust holding capacity and the rate of pressure increase.
For durability testing (such as ISO-based cyclic or environmental exposure tests), repeat measurements after loading cycles or exposure to extreme conditions.
5. Report Generation
Output key test results, including initial efficiency, final pressure drop, descriptions of any mechanical damage (if present), and compliance with standard limits.
Prepare the test report in the required standard format (such as ISO-specified structures).
Precautions
Safety Protection:
When handling high-concentration dust or corrosive aerosols such as salt spray, appropriate personal protective equipment (PPE) must be worn.
Equipment Maintenance:
Regularly clean the aerosol generator, test duct, and sensors to prevent cross-contamination and ensure measurement accuracy.
By following standardized procedures and maintaining strict control over testing conditions, the Air Intake Filter Test System can deliver accurate, reliable, and repeatable performance evaluation results.
Importance of the Air Intake Filter Test System
The importance of air intake filtration system testing lies in ensuring the performance, service life, and operational safety of rotating power equipment such as engines, gas turbines, and compressors. Through systematic testing, it is possible to verify that the air intake filtration system can maintain its expected performance under different environmental conditions.
Ensuring Equipment Performance and Efficiency
The core function of an air intake filtration system is to provide clean air to the equipment. Air that is not properly filtered contains dust and particulate matter that can damage internal precision components, leading to power loss, increased fuel consumption, or reduced efficiency. A high-performance filtration system is therefore a prerequisite for achieving optimal equipment performance. Testing and verifying filtration efficiency and dust-holding capacity is a key step in ensuring compliance with air cleanliness requirements.
Adapting to Complex Environmental Challenges
Equipment operates in a wide range of environments, from high-dust desert regions to high-humidity coastal areas, each placing different demands on filtration systems. For example, sandstorm-prone regions require self-cleaning pulse filtration systems, while humid and foggy environments require evaluation of moisture resistance performance. Specialized testing methods, such as humidity resistance tests, are used to assess performance changes under high-humidity and water-mist conditions, ensuring reliability in real-world harsh environments.
Optimizing Maintenance Cycles and Reducing Costs
The performance of filtration systems directly affects maintenance intervals and operational costs. Through resistance tests and lifespan evaluations, changes in pressure drop and dust-holding capacity under different operating conditions can be accurately assessed, enabling prediction of optimal replacement cycles. This supports the development of scientific maintenance strategies, avoiding unnecessary early replacement costs or delayed replacement risks, and ensuring long-term economic operation.
Ensuring Operational Safety and Stability
Failures in the air intake system may lead to equipment shutdown or severe damage. Comprehensive testing of filtration systems—including structural strength and functional integrity under extreme conditions (such as anti-icing capability)—is an important measure to prevent operational risks. Standardized testing methods provide a unified basis for evaluating system safety and stability.
Supporting System Selection and Design
Manufacturers and end users must select or design filtration systems based on specific environmental conditions, such as climate and dust concentration. Testing data—such as filtration grade, resistance characteristics, and moisture resistance—provides objective technical support for customized selection, ensuring that the system is well matched to its intended application scenario.
In summary, comprehensive testing of air intake filtration systems is an indispensable process for ensuring the efficient, stable, long-term, and safe operation of power equipment. It bridges the gap between theoretical design and practical application, enabling filtration systems to meet complex and diverse field requirements.We sincerely welcome your inquiries regarding technical parameters, testing standards, operating procedures, or any related questions. You are also invited to leave a message or contact us directly so that we can provide detailed product information, demonstration videos, or customized solutions to help you fully understand the functions and advantages of the equipment.
Previous: What is a Catheter Sliding Performance Tester?
N e x t : the last page
